- Mobile NO: +91 98336 40613
- Send Your Mail At: sales@adfastcomponents.com
Menu
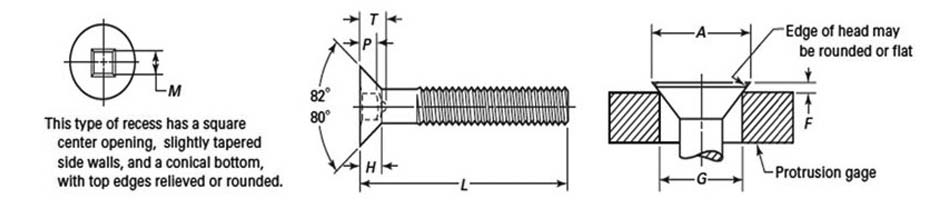
| Nominal Size or Basic Screw Diameter | Length, L | Head Diameter, A | Head Height, H, Ref. | Recess Across Flats, M, Ref. | Recess Depth, T, Ref. | Recess Size | Recess Penetration Gaging Depth, P | Protrusion Above Gaging Diameter, F | Gaging Diameter, G | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Max | Min | Max | Min | Max | Min | |||||||
| 2 | 1/8 | 0.162 | 0.144 | 0.051 | 0.050 | 0.057 | 00 | 0.033 | 0.028 | 0.029 | 0.017 | 0.124 |
| 3 | 1/8 | 0.187 | 0.167 | 0.059 | 0.070 | 0.066 | 0 | 0.038 | 0.028 | 0.031 | 0.018 | 0.148 |
| 4 | 3/16 | 0.212 | 0.191 | 0.067 | 0.070 | 0.066 | 0 | 0.038 | 0.028 | 0.032 | 0.019 | 0.172 |
| 5 | 3/16 | 0.237 | 0.215 | 0.075 | 0.091 | 0.96 | 1S | 0.055 | 0.040 | 0.034 | 0.020 | 0.196 |
| 6 | 3/16 | 0.262 | 0.238 | 0.083 | 0.091 | 0.96 | 1S | 0.055 | 0.040 | 0.036 | 0.021 | 0.220 |
| 8 | 1/4 | 0.312 | 0.285 | 0.100 | 0.112 | 0.115 | 2S | 0.063 | 0.048 | 0.039 | 0.023 | 0.267 |
| 10 | 5/16 | 0.362 | 0.333 | 0.116 | 0.112 | 0.127 | 2R | 0.075 | 0.060 | 0.042 | 0.025 | 0.313 |
| 12 | 3/8 | 0.412 | 0.380 | 0.132 | 0.133 | 0.158 | 3R | 0.095 | 0.080 | 0.045 | 0.027 | 0.362 |
| 1/4 | 7/16 | 0.477 | 0.442 | 0.153 | 0.133 | 0.158 | 3R | 0.095 | 0.080 | 0.050 | 0.029 | 0.424 |
| 5/16 | 1/2 | 0.597 | 0.556 | 0.191 | 0.191 | 0.194 | 4R | 0.100 | 0.085 | 0.057 | 0.034 | 0.539 |
| 3/8 | 9/16 | 0.717 | 0.670 | 0.230 | 0.191 | 0.194 | 4R | 0.100 | 0.085 | 0.065 | 0.039 | 0.653 |
Notes :